Accessories and Upgrades
Showing 327 products · Sorted by Most relevant
Sort Most relevant
-
1.75mm E3D V6 Brass nozzle replacement -
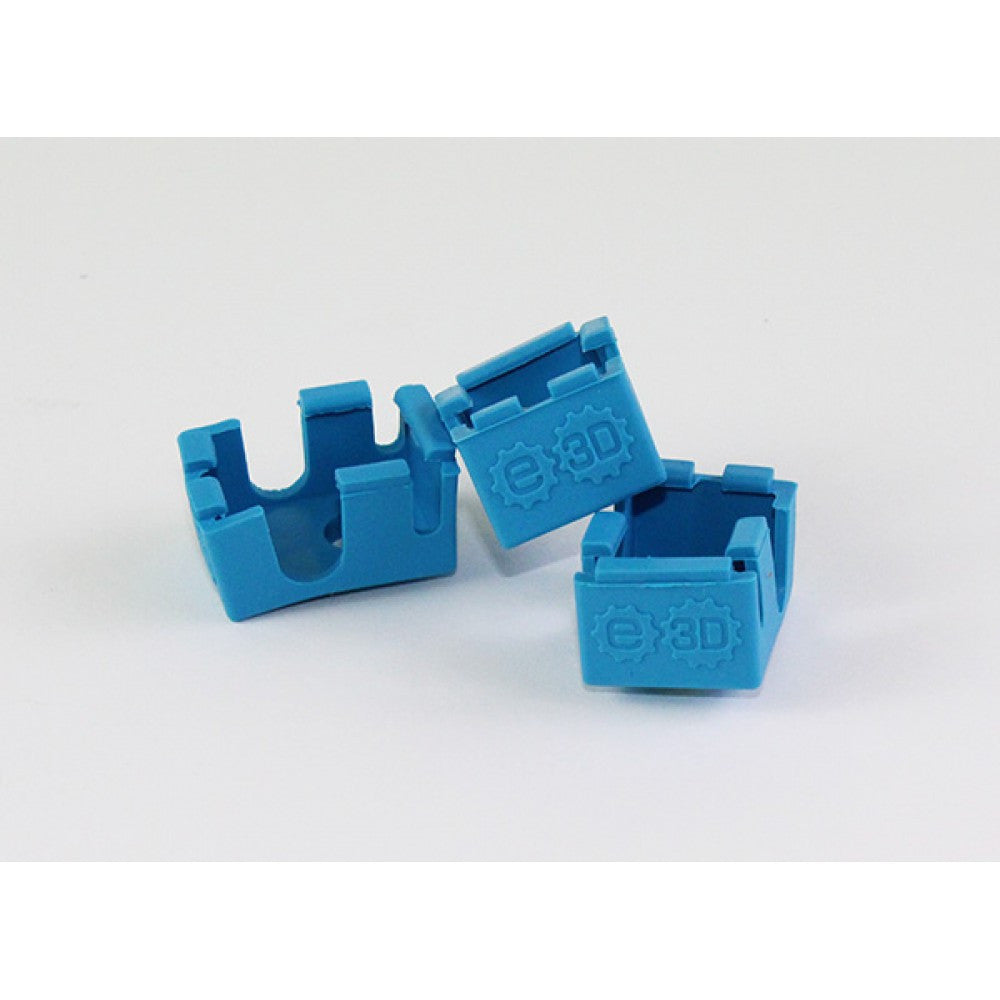
E3D Silicone Socks 3 Pack New Design -
V1 Acrylic Sheets for Prusa Lack Enclosure -
Original Prusa Double-sided Powder-coated SATIN Spring Steel Sheet [MK2.5, MK3/S/+, MK4] -
Voron V2r2 Panel Set Made From Aluminum Composite Material -
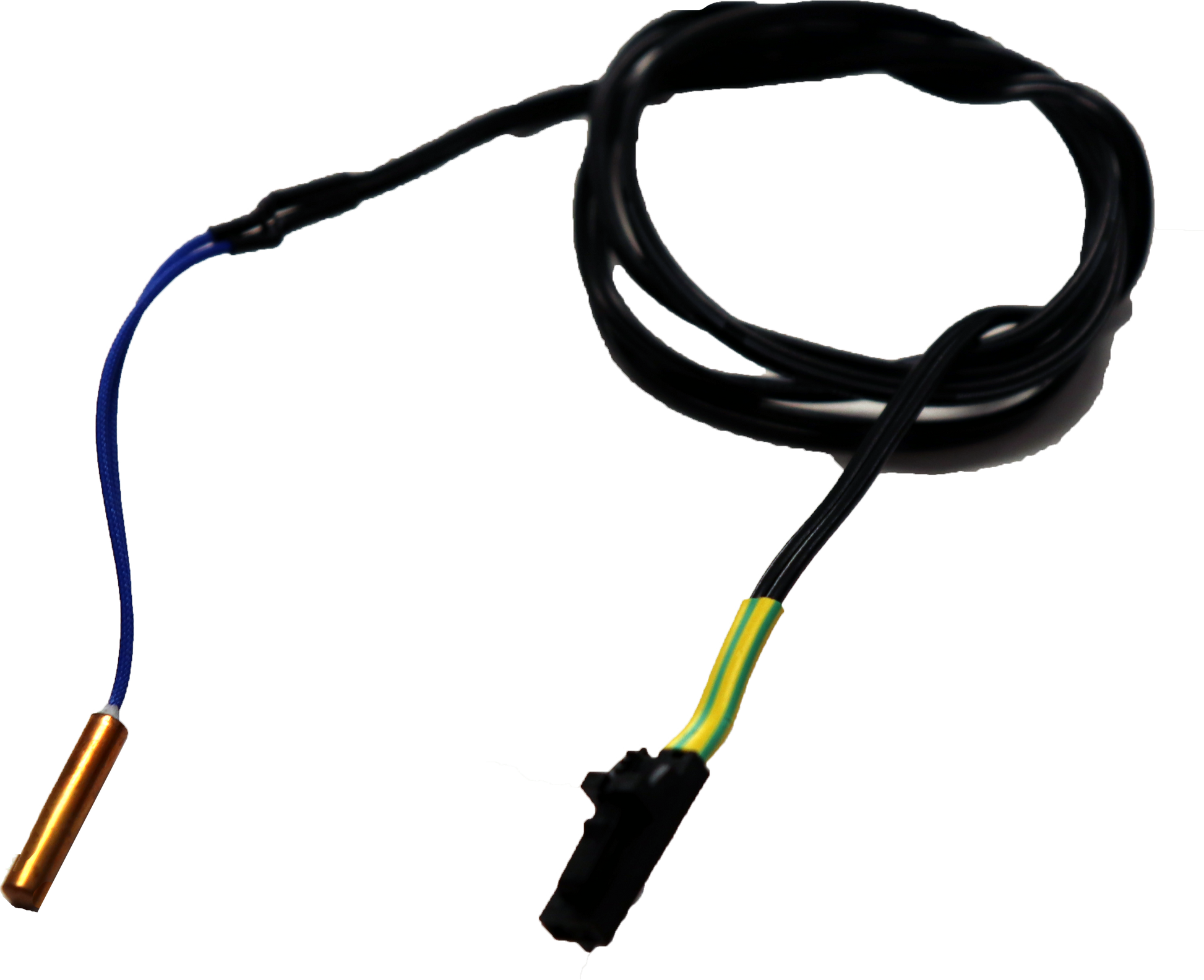
E3D Prusa MK2 MK3 Thermistor Cartridge -
E3D Hardened Steel Nozzle for Abrasive Filament - Single - 1.75mm -
Original Prusa Spring Steel Sheet With Smooth Double-sided PEI [MK2.5, MK3/S/+, MK4] -
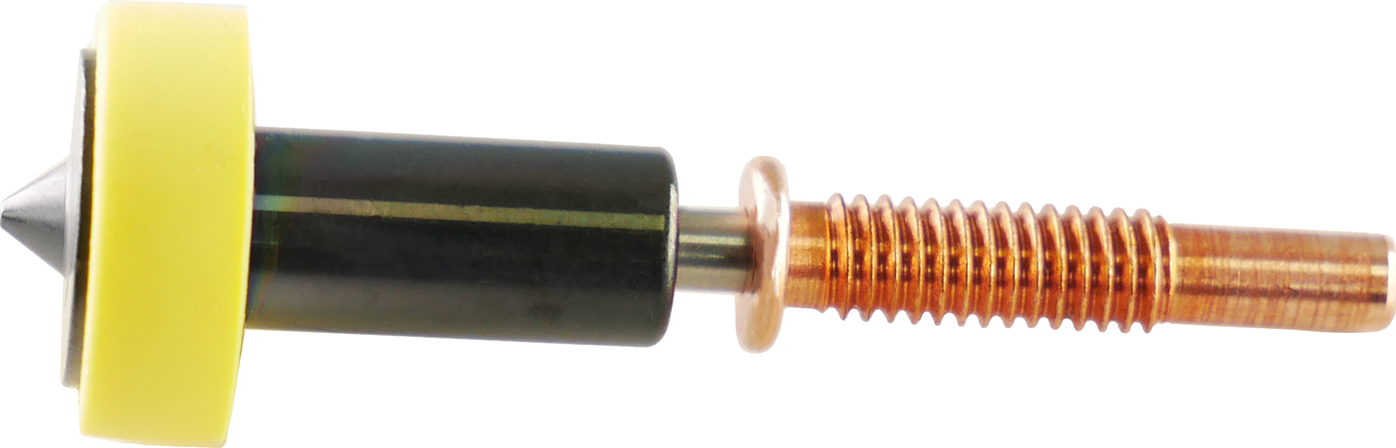
E3D V6 Nozzle - Nickel Plated Copper - 1.75mm -
3D Gloop - Strong glue for 3D prints -
Original Prusa Double-sided Textured PEI Powder-coated Spring Steel Sheet [MK2.5, MK3/S/+, MK4] -
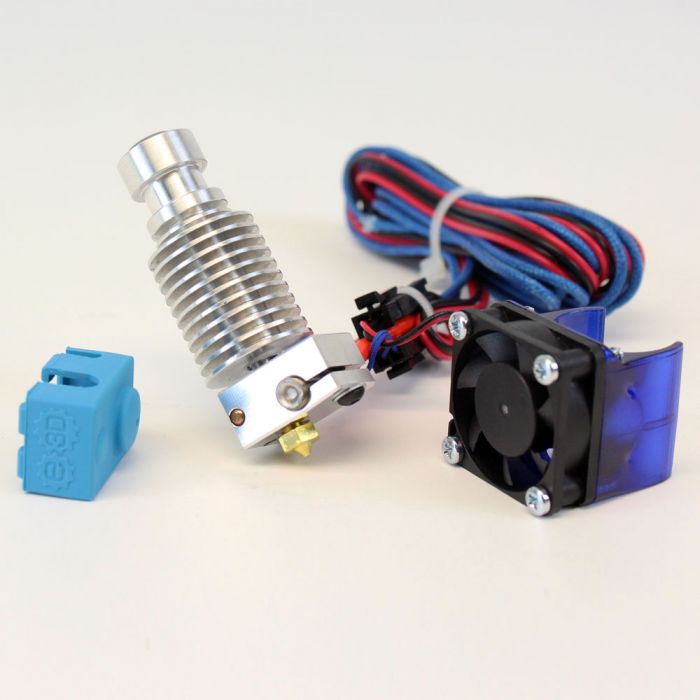
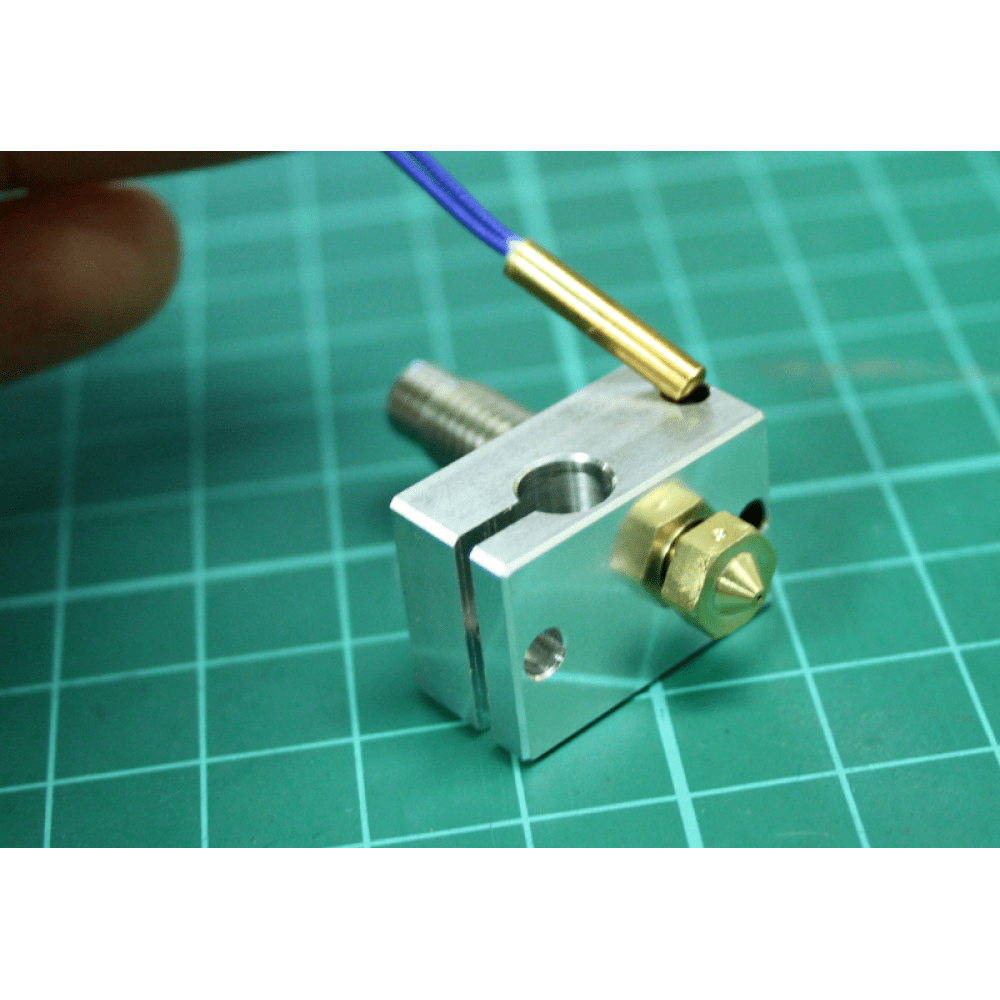
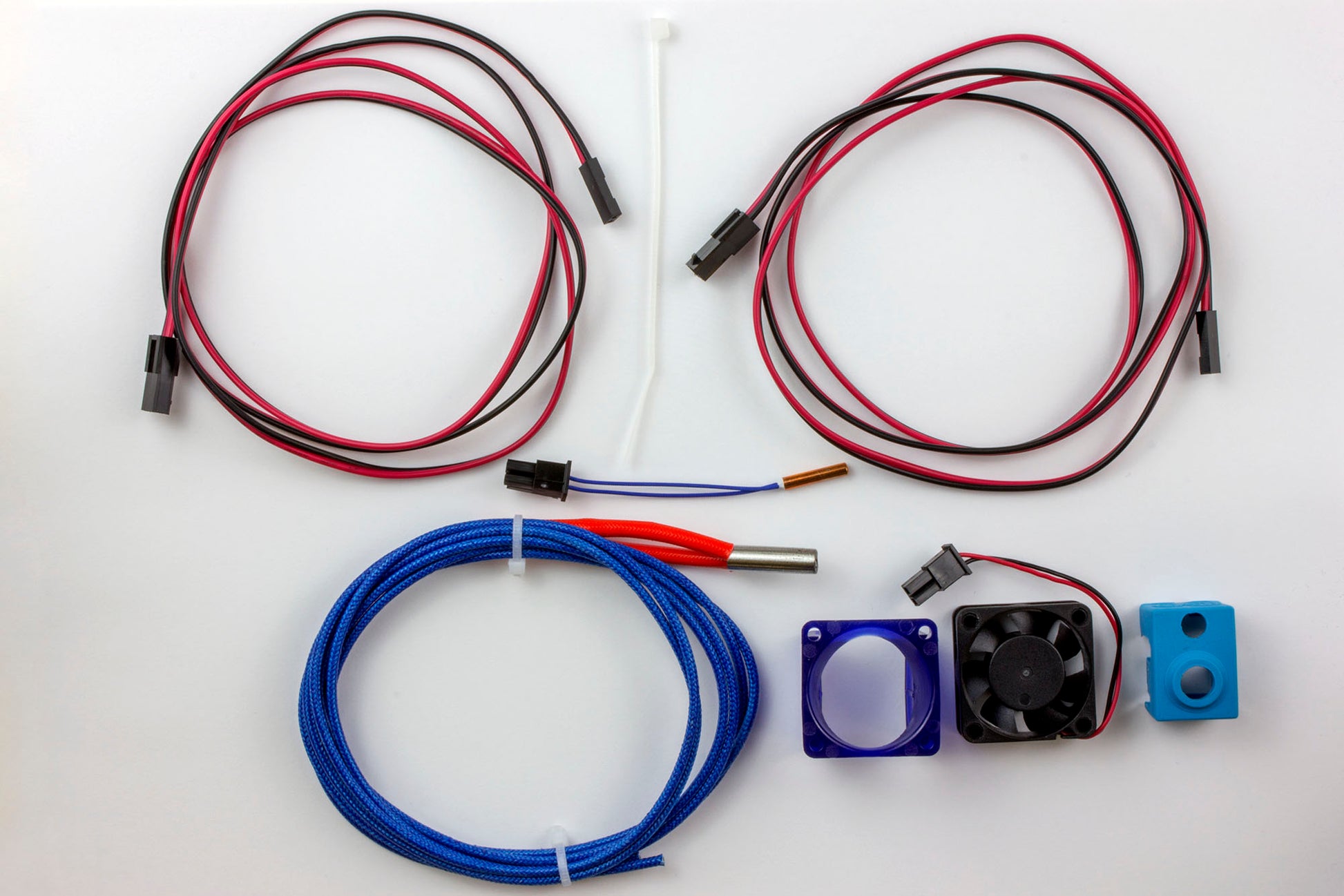
E3D V6 Hot End - 1.75mm -
Genuine E3D Prusa Nozzles for MK4/XL -
E3D Replacement Heater Cartridge -
Genuine E3D ObXidian Prusa Nozzles for MK4/XL -
E3D Thermistor Cartridge -
LDO 5015 5v blower fan DF5015H05S (EOL) -
E3D Revo™ Obxidian Nozzles -
E3D Revo™ Nozzles -
Capricorn XS Reduced Friction Bowden Tubing 1.75mm -
E3D High Precision Heater Cartridge (EOL) -
CNC Kitchen Threaded Insert -
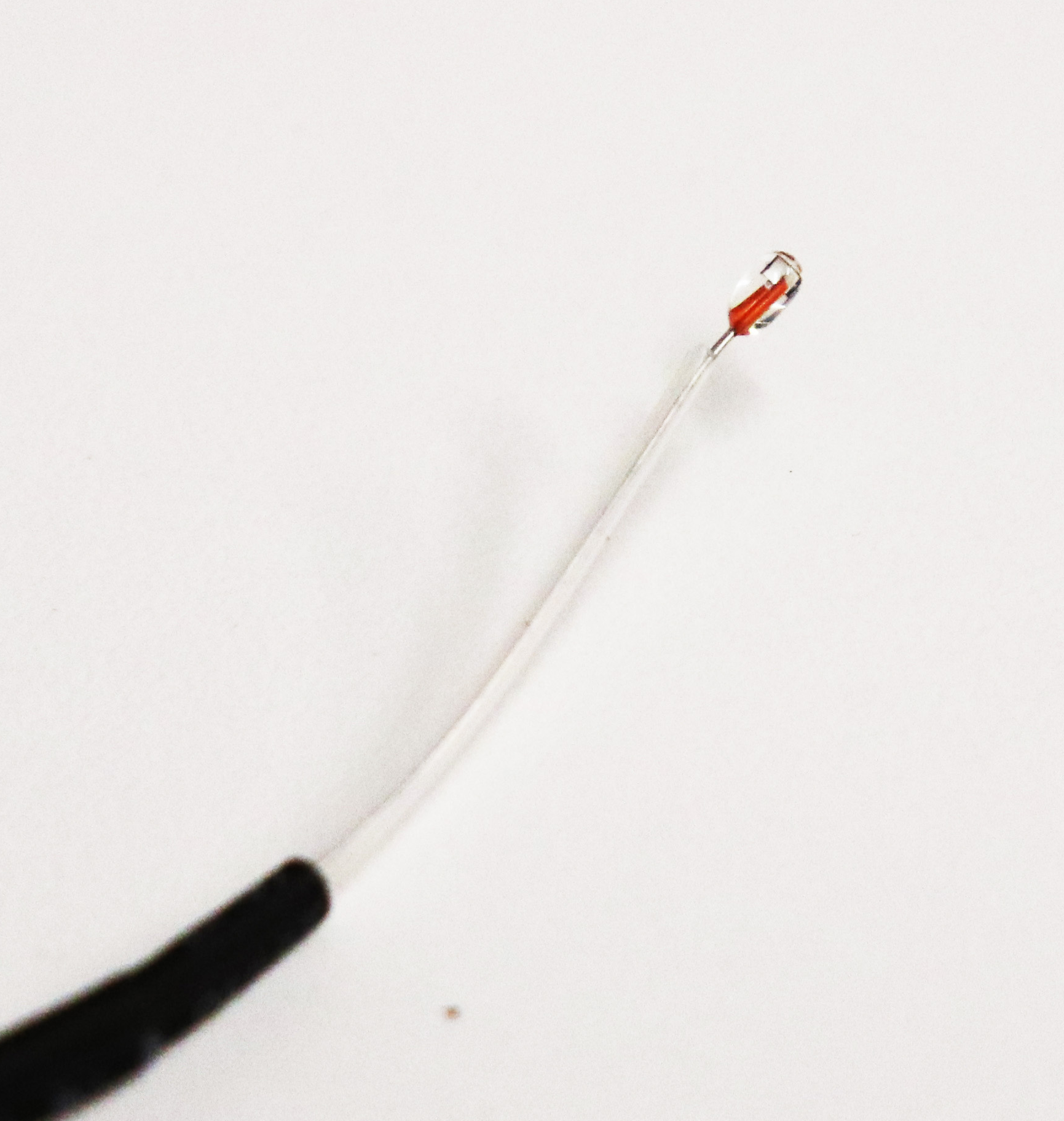
LDO Prusa MK2 or MK3 Bed thermistor (EOL) -
Voron V2.4r2 Clear Acrylic Sheets for Sides




![Original Prusa Double-sided Powder-coated SATIN Spring Steel Sheet [MK2.5, MK3/S/+, MK4]](http://www.printedsolid.com/cdn/shop/products/SATINPEI.jpg?v=1653414197&width=1946)
![Original Prusa Double-sided Powder-coated SATIN Spring Steel Sheet [MK2.5, MK3/S/+, MK4]](http://www.printedsolid.com/cdn/shop/products/SATINPEI2.jpg?v=1653414196&width=1946)








![Original Prusa Spring Steel Sheet With Smooth Double-sided PEI [MK2.5, MK3/S/+, MK4]](http://www.printedsolid.com/cdn/shop/products/smmothmk3.jpg?v=1653414341&width=1946)



![Original Prusa Double-sided Textured PEI Powder-coated Spring Steel Sheet [MK2.5, MK3/S/+, MK4]](http://www.printedsolid.com/cdn/shop/products/texturespeimk3.jpg?v=1653413751&width=1946)
![Original Prusa Double-sided Textured PEI Powder-coated Spring Steel Sheet [MK2.5, MK3/S/+, MK4]](http://www.printedsolid.com/cdn/shop/products/texturespeimk3a.jpg?v=1653413751&width=1946)